我公司現有12條國內先進的鑄錠生產線。國際國內領先的線熱軋生產線三條,1+4(1粗軋+4精連軋)兩條、1+1(1粗軋+1可逆式精軋)一條,熱軋(坯料)成品年生產能力達200萬噸。高精度冷軋(箔軋)機生產線30條,冷軋、箔軋成品年產能近200萬噸。後續精整生產線有德國歐洲進口設備高精度分條機、飛剪機、分切機、拉彎矯、拉伸機、拋光機、淬火線、退火爐等,能夠滿足客戶幾乎所有產品加工需求。


我公司所有原材料均分類、分區、定點存放,儲存現場有專人按照6S標準管理,確保原料不被汙染和使用時不出現混料現象。




熔煉工序從投料、熔化、成份配製、精煉、除氣、除渣、爐溫控製等每一步都嚴格按照工藝技術操作規程執行,我們更加註重過程管理和細節控製,為保證產品打下良好基礎。




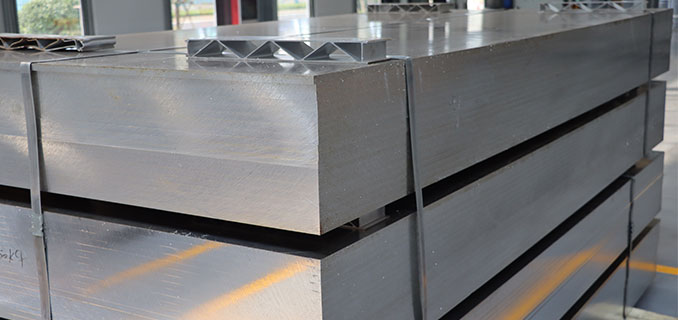
澆鑄工序是將加工合格的鋁液通過豎井按規格要求鑄造成大板錠。



靜置爐是將熔煉合格的鋁液導入靜置爐內等待澆鑄。







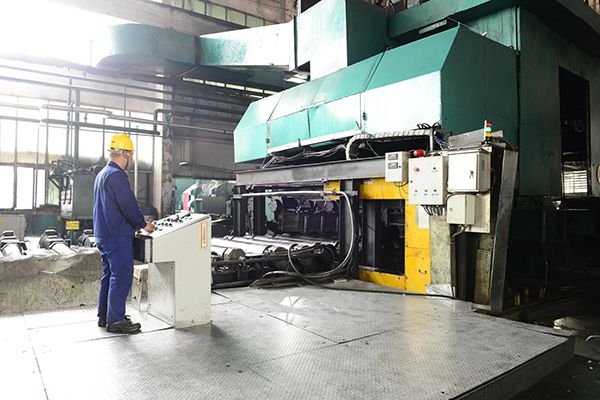

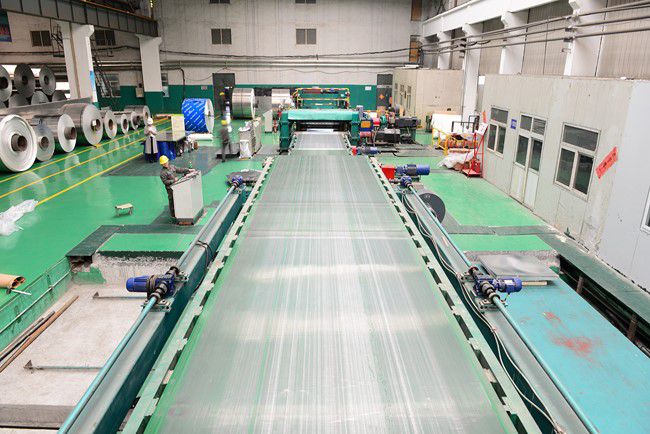
1+4熱連軋是把加熱後的大板錠通過可逆式熱粗軋機紮到要求厚度,然後經過4臺熱精軋出成品卷材,整個過程要連貫,保證成品終軋溫度在工藝要求範圍內。
我們擁有國內首條自主研發的「1+4」熱連軋生產線,工藝設備、自動化控製實現完全國產化,可生產2.0~10mm×950~2680㎜×C的熱軋卷和8~80㎜×1000~3100㎜×2000~15000㎜的鋁合金板。產能可達45萬噸/年。



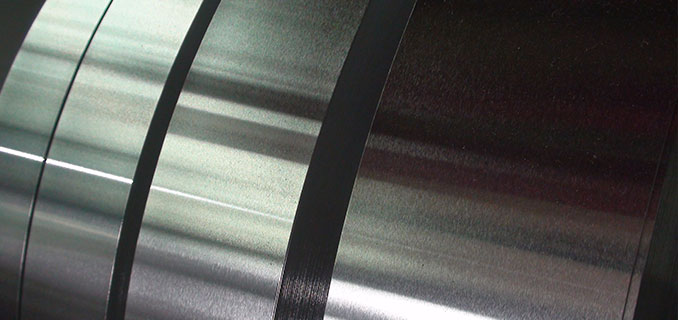
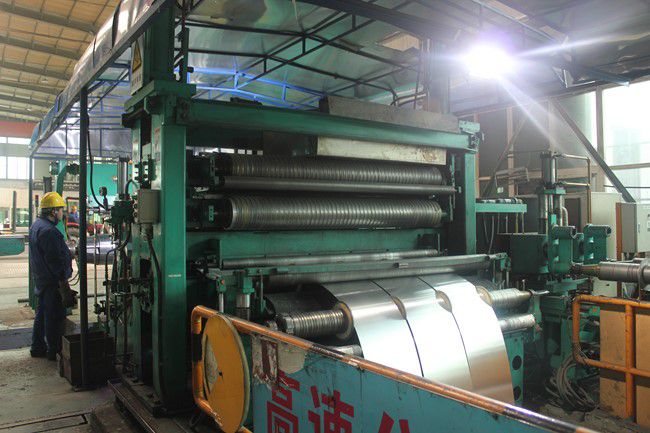
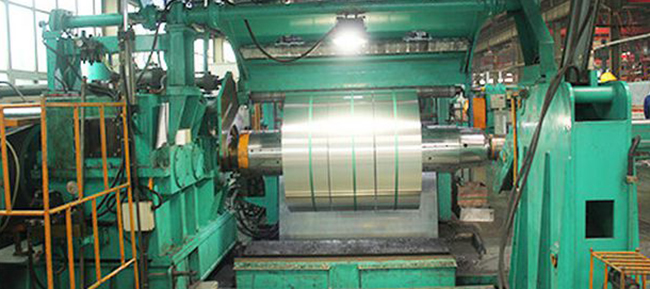
冷軋工序是把熱軋坯料生產成客戶要求厚度和寬度。



鋸切工序是將鑄造板錠上的頭尾部工藝廢料切除,或將板錠鋸切成客戶需要的尺寸規格。



打磨工序是為了提高成品表面精度,進行的表面處理過程。




箔軋工序是把鋁板軋的更薄的工序,一般厚度都在0.2mm以下。



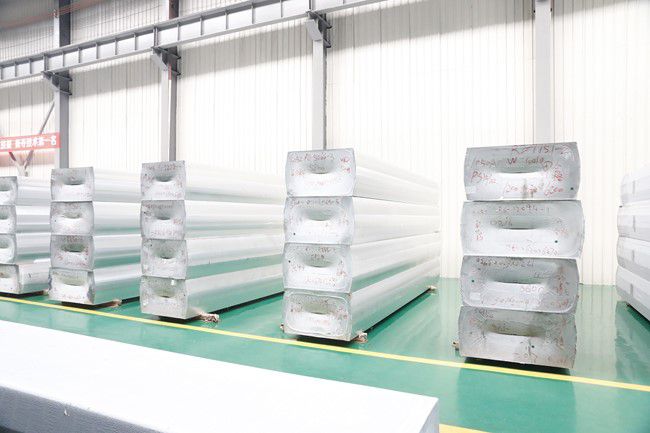
淬火工序是將可熱處理強化的鋁合金進行固溶處理的工序,為下一步的加工和時效做準備。



飛剪是將卷材剪切成板材(片材)的工序,同時可以對板型進行校正。



分切機是將大卷經過縱剪分切成小卷的過程。

切片是將卷材橫切為片材,同時可以對板型進行校正

精密鋸是將中厚板邊部廢邊切除,並鋸切為客戶需要寬度和長度。

拉伸機是對中厚板進行預拉伸,消除內應力,使成品板型更好




拉彎矯直機是通過彎曲拉伸使卷材板型更好,降低或消除板材波浪。

拋光工序是為了提高板材表面光潔度進行的拋光處理。



退火工序根據產品要求,將鋁材加熱後部分或全部消除內應力,是鋁材強度達到客戶需要。

中頻爐是將鋁冷料加熱熔化,通過擡包車倒入熔煉爐進行合金化處理。




鑄軋工序是將鋁液通過連鑄連軋的方式生產成一定厚度的鋁卷。



彩塗生產線主要根據客戶定製生產各種彩色鋁、鋁卷等產品
彩塗生產線是把彩色塗料經過滾塗(或噴塗)的方式塗在鋁板表面,讓鋁板呈現各種亮麗的顏色和圖案,是鋁材用途更加廣泛。